Hybridné Laserovo-Ultrazvukové Spájkovanie Keramických Materiálov: Nové Horizonty v Materiálovom Inžinierstve
V súčasnom priemyselnom prostredí je neustále rastúci dopyt po materiáloch s vylepšenými vlastnosťami, ktoré dokážu odolať extrémnejším prevádzkovým podmienkam. Keramické materiály a kovy patria medzi základné stavebné kamene moderného inžinierstva, pričom každý z nich disponuje unikátnymi fyzikálno-chemickými a mechanickými vlastnosťami. V posledných rokoch sa čoraz väčšej popularite tešia kompozitné materiály spájajúce keramiku a kovy, ktoré ponúkajú atraktívny súbor vynikajúcich výkonnostných charakteristík. Tieto materiály nachádzajú široké uplatnenie v kritických odvetviach, ako sú letecký a kozmický priemysel, mikroelektronika či medicína.
Tradičné metódy spájania keramiky s kovmi, ako je napríklad spájkovanie, difúzne zváranie alebo trením zváranie, však často narážajú na problémy súvisiace s vnútornými pnutiami v dôsledku rozdielnych koeficientov tepelnej rozťažnosti a odlišnou povahou medzivrstvového spojenia. Tieto problémy môžu viesť k oslabeniu pevnosti spoja a zníženiu jeho celkovej integrity. V tomto kontexte sa laserové techniky spájania javia ako sľubné riešenie, vďaka svojej vysokej presnosti, koncentrácii energie a rýchlosti spracovania.

Využitie Laserových Techník pri Spájaní Keramiky a Kovov
Laserová technológia sa čoraz výraznejšie presadzuje v oblasti spájania keramických a kovových materiálov. Jej výhody spočívajú predovšetkým vo vysokej presnosti, schopnosti koncentrovať energiu do malého priestoru a rýchlosti spracovania, čo umožňuje vytvárať spoje s minimálnym tepelným ovplyvnením okolitých oblastí. Laserové spájkovanie, či už v kontinuálnom alebo pulznom režime, ako aj laserom asistované spájanie, sú predmetom intenzívneho výskumu.
Laserové Zváranie: Precíznosť a Efektivita
Laserové zváranie predstavuje jednu z najmodernejších technológií spájania materiálov, ktorá nachádza uplatnenie v širokej škále priemyselných odvetví. Princíp spočíva vo využití vysoko koncentrovaného lúča svetla na lokálne natavenie a spojenie materiálov. Laserový lúč, generovaný rôznymi typmi laserov (vláknové, polovodičové, CO₂), je pomocou optiky zaostrený na presne definované miesto. V tomto bode dochádza k extrémne rýchlemu nárastu teploty, ktorý spôsobí natavenie povrchu materiálu a vytvorenie úzkej zvarovej sínus. Po ochladení vzniká pevný a odolný zvar.
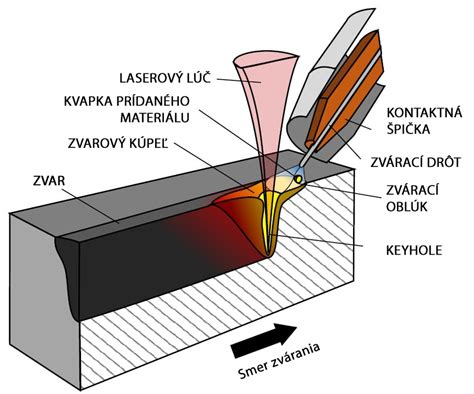
Podľa nastavených parametrov je možné pracovať v režime povrchového zvárania (kondukcia tepla) alebo hĺbkového zvárania (keyhole), kde laser vytvára úzky a hlboký zvar s minimálnou tepelne ovplyvnenou zónou. Jednou z najvýznamnejších predností laserového zvárania je jeho výnimočná presnosť. Úzky a stabilný lúč umožňuje zvárať malé a zložité komponenty, minimalizovať deformácie a prehriatie okolitých oblastí a dosahovať veľmi presné a esteticky príťažlivé zvary.
Všestrannosť laserového zvárania spočíva aj v možnosti spájať širokú škálu materiálov, vrátane uhlíkových a nerezových ocelí, hliníkových a iných ľahkých zliatin, medi, mosadze, ako aj niektorých typov plastov a kompozitov. Laser dokáže vytvárať bodové zvary, dlhé kontinuálne zvary, presné rohové spoje, ako aj zvárať komplikované 3D tvary pomocou robotizovaných pracovísk.
Výhody laserového zvárania presahujú jeho presnosť a všestrannosť. Proces je vysoko efektívny, vyžaduje minimálny čas na nastavenie parametrov a vytvára zvary s vysokou pevnosťou a kvalitou. Medzi hlavné benefity patrí:
- Vysoká rýchlosť zvárania: Môže byť 5-10× vyššia ako pri klasickom TIG zváraní.
- Úspora nákladov: Vďaka vyššej rýchlosti, menšej spotrebe prídavného materiálu a možnosti automatizácie možno dosiahnuť až 70-80 % úsporu nákladov na prácu a energiu.
- Jednoduchšia obsluha: Moderné laserové zváračky sú intuitívne a často disponujú prednastavenými zváracími programami.
- Perfektný zvárací výkon: Zvar je konzistentný, hladký a estetický, s minimálnou deformáciou materiálu a vysokou pevnosťou.
- Minimálne alebo žiadne následné opracovanie: Po zváraní nie je potrebné zvary leštiť alebo brúsiť.
- Jednoduchá automatizácia: Laserové zváranie je ideálne pre robotizované bunky, zaisťuje stabilnú kvalitu zvaru a opakovateľnosť.
- Nízke riziko kontaminácie: Vzhľadom na absenciu mechanického kontaktu nástroja s materiálom.
Napriek nesporným výhodám si laserové zváranie vyžaduje vyššiu počiatočnú investíciu do zariadenia a precíznu prípravu materiálu. Dôležité je tiež dodržiavanie bezpečnostných predpisov týkajúcich sa práce s laserovým žiarením.
Laserom Indukované Keramizácia: Nová Metóda Syntézy Ultravysokoteplotných Keramík
Výskumný tím z North Carolina State University (NC State) vyvinul novú laserovú výrobnú technológiu, ktorá umožňuje produkovať ultravysokoteplotné keramické materiály s vynikajúcou odolnosťou voči teplote. Táto technológia je vhodná pre aplikácie v jadrovej energetike, leteckom a kozmickom priemysle a pri výrobe pohonných systémov.
Sintering (spekanie) je proces, pri ktorom sa suroviny (prášky alebo kvapaliny) transformujú na keramické materiály. V tejto štúdii sa výskumníci zamerali na ultravysokoteplotnú keramiku - karbid hafnia (HfC). Tradičné metódy vyžadujú spekanie materiálov pri teplotách minimálne 2 200 °C pomocou veľkých, vysoko výkonných pecí, čo je energeticky náročné a obmedzené vybavením.
Nová metóda je rýchlejšia, jednoduchšia a energeticky efektívnejšia. Dosahuje keramické spekanie ožarovaním povrchu tekutého polymérneho prekurzora pomocou 120-wattového lasera v inertnej atmosfére (napríklad vo vákuu alebo argóne). Ide o tepelne poháňanú reakciu, ktorá sa zásadne líši od tradičných metód spoliehajúcich sa na fotopolymerizáciu. Laser indukuje lokalizované ohrev na teploty takmer 2 000 °C alebo vyššie, čím dokončuje proces keramizácie v priebehu niekoľkých sekúnd. Na rozdiel od technológie stereolitografie (SLA), proces SLRP (Solid-Liquid-Reconstruction Printing) sa nespolieha na práškové suspenzie alebo živice vyrábané pomocou UV žiarenia a nevyžaduje kroky po spracovaní, ako je odpraškovanie a vysokoteplotné spekanie.
Výskumný tím úspešne použil túto metódu na rovnomerné nanesenie keramiky HfC na povrch kompozitných materiálov uhlík-uhlík (C/C). Materiál C/C je pokročilý materiál bežne používaný v extrémnych tepelných prostrediach, ako sú tepelné štíty a tepelné ochranné konštrukcie. Hustota laserovej energie sa dá ovládať nastavením parametrov, čím sa dosahuje presná kontrola nad procesom. Kľúčovou výhodou tejto technológie je jej modularita a škálovateľnosť. Experimentálne výsledky ukazujú, že táto metóda priamo syntetizuje keramiku HfC v jedinom kroku, s konverzným pomerom presahujúcim 50 %, čo výrazne prekonáva tradičné práškové spekanie alebo fotopolymerizačnú tlač.
Pokročilé Keramické Materiály a Ich Spracovanie
Hliníková Keramika: Všestrannosť v Náročných Aplikáciách
Keramika z oxidu hlinitého (Al₂O₃) sa vďaka svojej vynikajúcej izolácii, vysokej teplotnej odolnosti, odolnosti proti opotrebovaniu, korózii a vysokej chemickej stabilite široko používa v oblastiach ako polovodiče, nová energia a špičková elektronika. Hliníková keramika sa dokáže dobre prispôsobiť extrémnym prostrediam, ako je vákuum a vysoké teploty, čo z nej robí ideálny surový materiál pre procesné komponenty v polovodičových zariadeniach.

Príkladom sú plynové dýzy používané v polovodičových zariadeniach, ktoré vyžadujú silnú odolnosť proti korózii. Na dosiahnutie optimálneho výkonu týchto dýz je nevyhnutná presná technológia spracovania mikro-otvorov, ktorá umožňuje presné riadenie rýchlosti a objemu prietoku plynu alebo kvapaliny.
Výzvy Spracovania Keramických Mikropórov
Spracovanie keramiky, najmä vytváranie presných mikroštruktúr, predstavuje značnú výzvu. Keramika je tvrdý a krehký materiál, pričom tradičné mechanické metódy vŕtania často spôsobujú vznik mikro-trhlín a odštiepenie, čo sťažuje dosiahnutie vysokej kvality a výťažnosti. Navyše, ako izolačný materiál, keramika nie je elektricky vodivá, čo znemožňuje použitie metód ako je vysokotlakové obrábanie elektrickým výbojom (EDM).
Hodnotenie kvality spracovania keramických mikropórov zahŕňa niekoľko kľúčových ukazovateľov:
- Veľkosť mikropórov: Zahŕňa priemer otvoru, jeho presnosť, guľatosť a kužeľovitosti.
- Morfológia mikropórov: Skúma sa morfológia povrchu a bočných stien otvorov, predovšetkým prítomnosť pretavenej vrstvy, odštiepenia, striekancov, trhlín alebo hladkosť povrchu.
Femtosekundové Lasery: Presnosť v Mikrosvete
Femtosekundové lasery predstavujú špičkovú technológiu pre spracovanie mikrodier v keramických materiáloch, pričom vykazujú významné výhody pri spracovaní hliníkovej keramiky. Vďaka ultra-krátkej šírke impulzu a extrémne vysokému špičkovému výkonu dokážu odstraňovať pevný materiál bez prechodu cez roztavený stav. V kombinácii s jemným gravírovaním v mikrometrovej mierke umožňujú vytvárať vysoko presné mikrootvory s vynikajúcou guľatosťou.
Spracovanie pomocou femtosekundových laserov sa nazýva aj "studené obrábanie", pretože zabraňuje tvorbe pretavených vrstiev, mikrotrhlín na povrchu alebo vo vnútri stien otvorov, a nespôsobuje žltnutie alebo sčernanie materiálu. Femtosekundové lasery tak umožňujú dosiahnuť ultra-vysokú presnosť a kvalitu pri spracovaní mikrootvorov, nezávisle od metódy spracovania alebo zloženia keramiky. V súčasnosti je možné pomocou týchto laserov spracovávať mikrodierky s minimálnym priemerom 0,02 mm (pri hrúbke 0,2 mm) s presnosťou v rozmedzí ± 1 μm.
LASERTEC "Princíp femtosekundového laseru"
Ultrazvukové Techniky v Spracovaní Keramických Suspenzií
Ultrazvukové dispergátory sú osvedčenou a vysoko účinnou technológiou na formuláciu a spracovanie keramických suspenzií. V modernej výrobe keramiky kvalita a výkon konečného výrobku vo veľkej miere závisí od homogenity, stability a distribúcie veľkosti častíc v suspenzii.
Formulácia a Spracovanie Keramických Suspenzií
Keramické suspenzie zvyčajne pozostávajú z keramických práškov v kombinácii s rozpúšťadlami, disperzantmi, spojivami, zmäkčovadlami a rôznymi funkčnými prísadami. Dosiahnutie stabilnej a rovnomernej suspenzie si vyžaduje dôkladné zmáčanie keramických častíc a úplný rozpad aglomerátov.
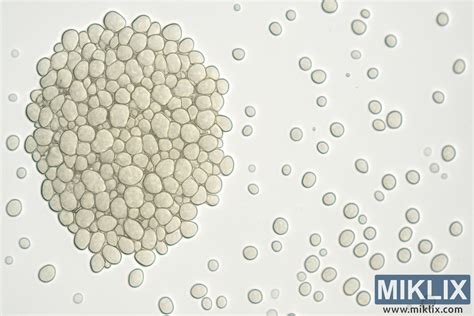
Ultrazvukové dispergátory generujú v kvapalnom médiu intenzívnu kavitáciu. Implózia mikroskopických kavitačných bublín vytvára lokalizované vysoké strihové sily, ktoré účinne zmáčajú povrch častíc, rozbíjajú aglomeráty a rovnomerne rozdeľujú častice v celej suspenzii. Tento proces je nevyhnutný na zabránenie vzniku chýb, ako sú zhluky prášku (tzv. "rybie oči"), ktoré môžu vážne ohroziť kvalitu kalu a následné spracovanie.
Okrem dispergovania možno ultrazvukovým spracovaním dosiahnuť aj riadené zmenšenie veľkosti častíc prostredníctvom ultrazvukového mokrého mletia a mikromletia. Keramické častice môžu byť zmenšené na submikrónové alebo nanometrové rozmery, čo umožňuje výrobu moderných keramických suspenzií a vysoko výkonných nanokompozitov.

Výhody Ultrazvukovej Technológie v Keramickom Priemysle
Jednou z kľúčových výhod ultrazvukových dispergátorov je ich schopnosť pracovať s náročnými formuláciami. Keramické suspenzie často vykazujú vysokú viskozitu v dôsledku zvýšeného obsahu pevných látok alebo prítomnosti spojív a zmäkčovadiel. Navyše, keramické prášky sú prirodzene abrazívne. Ultrazvukové dispergátory sú pre takéto materiály vhodné, pretože neobsahujú žiadne vysokorýchlostné rotujúce časti ani mechanické tesnenia, ktoré by boli v kontakte s kašou. Táto konštrukcia minimalizuje opotrebovanie, znižuje požiadavky na údržbu a zabezpečuje dlhodobú prevádzkovú spoľahlivosť, dokonca aj pri nepretržitej priemyselnej prevádzke.
Ultrazvukové dispergátory neustále prekonávajú konvenčné miešadlá a miešačky z hľadiska účinnosti spracovania a kvality produktov. Hlavnou výhodou ultrazvukovej technológie je jej úplne lineárne rozšírenie. Parametre procesu stanovené v laboratórnych alebo pilotných skúškach možno priamo preniesť do priemyselných systémov zvýšením ultrazvukového výkonu a prietokovej kapacity.
Ultrazvukové dispergátory sú dostupné v širokej škále konfigurácií, od kompaktných laboratórnych ponorných homogenizátorov na štúdie uskutočniteľnosti až po výkonné priemyselné systémy určené na kontinuálne spracovanie v linke. V prostredí výskumu a vývoja umožňujú ultrazvukové dispergátory presnú optimalizáciu formulácií a podmienok spracovania. Priemyselné ultrazvukové systémy dokážu kontinuálne spracovávať veľké objemy keramických suspenzií, vďaka čomu sú ideálne pre aplikácie ako je odlievanie pások, keramické nátery, technická keramika, elektronická keramika a konštrukčné keramické kompozity.
Priemyselný 1000-wattový ponorný ultrazvukový prístroj poskytuje vynikajúcu účinnosť pri miešaní a homogenizácii. Je ideálny pre náročné aplikácie, ako je mletie, tvorba nanoemulzií a nanodisperzií, a zaisťuje rovnomerné zmenšenie veľkosti častíc, vylepšené miešanie emulzií a dôkladnú disperziu práškov a kvapalín. Táto technológia prináša rýchlejšie časy spracovania, škálovateľné výsledky a spoľahlivý výkon v rôznych odvetviach, ako je farmaceutický, kozmetický a chemický priemysel.
Hybridné Spájkovanie: Kombinácia Laserovej a Ultrazvukovej Techniky
Kombinácia laserového a ultrazvukového spracovania predstavuje inovatívny prístup k spájaniu keramických materiálov, ktorý môže prekonať obmedzenia tradičných metód. Ultrazvukové vibrácie môžu byť aplikované priamo do roztavenej spájky mierne nad teplotou jej topenia, čím sa aktivuje spájkovací proces. Tento prístup umožňuje priame zmáčanie a vznik väzby medzi kovovou spájkou a keramickým materiálom bez potreby predchádzajúceho povlakovania.
Aktívne Spájkovacie Zliatiny s Ultrazvukovou Aktiváciou
Výskum sa zameriava na vývoj aktívnych spájkovacích zliatin, ktoré dokážu priamo zmáčať širokú škálu materiálov, vrátane kovov, nekovov, keramických materiálov (ako Al₂O₃, AlN, SiC, Si₃N₄) a kompozitných materiálov. Tieto zliatiny sú často na báze cínu (Sn) a legované aktívnymi prvkami, ako je titán (Ti), lantánoidy (RE) alebo skandium (Sc).

Štúdie popisujú aktívne spájkovacie zliatiny na báze cínu obsahujúce skandium v množstve od 0,1 do 3 % hmotnostných, ktoré sú určené na spájkovanie kovových, nekovových, keramických a kompozitných materiálov pri teplotách od 225 do 280 °C. Tieto zliatiny môžu ďalej obsahovať striebro (Ag) na zlepšenie mechanických vlastností a medené (Cu) zložky.
Skandium je vysoko reaktívny kov, ktorý zabezpečuje zmáčavosť ťažko spájateľných materiálov. Počas procesu spájkovania aktívny kov (Sc) reaguje s povrchom spájkovaného substrátu, čím zabezpečuje zmáčavosť a následne vznik pevnej väzby. Priemerná šmyková pevnosť takto vytvorených spojov sa pohybuje od 16 do 39 MPa.
Ultrazvuková aktivácia, často s frekvenciou 40 kHz, sa ukázala ako účinný spôsob podpory spájkovacieho procesu. Spájkovanie realizované ohrevom horúcou doskou za podpory ultrazvukovej aktivácie s použitím zliatin ako Sn-Sc alebo Sn-Ag-Sc preukázalo výhodnú spájkovateľnosť pre rôzne typy materiálov, vrátane keramických substrátov ako Al₂O₃, AlN a SiC, ako aj ich spojenia s meďou.
Pokročilé Kompozitné Materiály a Ich Spájanie
Karbid Kremičitý (SiC) v Jadrovom a Vesmírnom Priemysle
Pokročilé kompozitné keramické materiály na báze karbidu kremičitého (SiC) sú považované za jedny z najdôležitejších konštrukčných keramických materiálov pre jadrový a vesmírny priemysel. Ich popularita je daná nízkou hustotou, výbornými mechanickými vlastnosťami aj pri vysokých teplotách a vysokou odolnosťou voči žiareniu.
Výroba veľkých rozmerov a komplexných tvarov z týchto materiálov je však mimoriadne náročná. Vedci z Oddelenia keramiky na Ústave anorganickej chémie SAV, v.v.i., sa preto venujú vývoju inovatívnych spôsobov ich spájania. V spolupráci s čínskymi kolegami sa im podarilo navrhnúť a pripraviť nové vrstevnaté ternárne karbidy na báze karbidu kremičitého (SiC) a prvkov vzácnych zemín (RE) syntézou v roztavenej soli. Komponenty spojené týmto spôsobom vykázali vlastnosti identické s pôvodným monolitickým materiálom.
Potenciál Hybridného Laserovo-Ultrazvukového Spájkovania
Kombinácia laserových techník s ultrazvukovou aktiváciou otvára nové možnosti pre spájanie keramických materiálov, ktoré tradičné metódy nedokážu efektívne zvládnuť. Laserové spájkovanie, vďaka svojej presnosti a rýchlosti, môže byť použité na predbežné umiestnenie a čiastočné spojenie komponentov, zatiaľ čo ultrazvuková aktivácia môže zabezpečiť hlbšie preniknutie spájky a vytvorenie silného a homogénneho medzivrstvového spojenia s keramickým substrátom.
Tento hybridný prístup by mohol viesť k výrobe ultra-vysokoteplotných keramických materiálov a kompozitov s vylepšenými mechanickými, tepelnými a chemickými vlastnosťami, ktoré by našli uplatnenie v najnáročnejších priemyselných aplikáciách, od leteckého a kozmického priemyslu až po jadrovú energetiku a pokročilú mikroelektroniku. Ďalší výskum v oblasti aktívnych spájkovacích zliatin a optimalizácie laserovo-ultrazvukových parametrov bude kľúčový pre plné využitie potenciálu tejto sľubnej technológie.
tags: #pajkovanie #keramickych #materialov #hybridnym #sposobom #laser